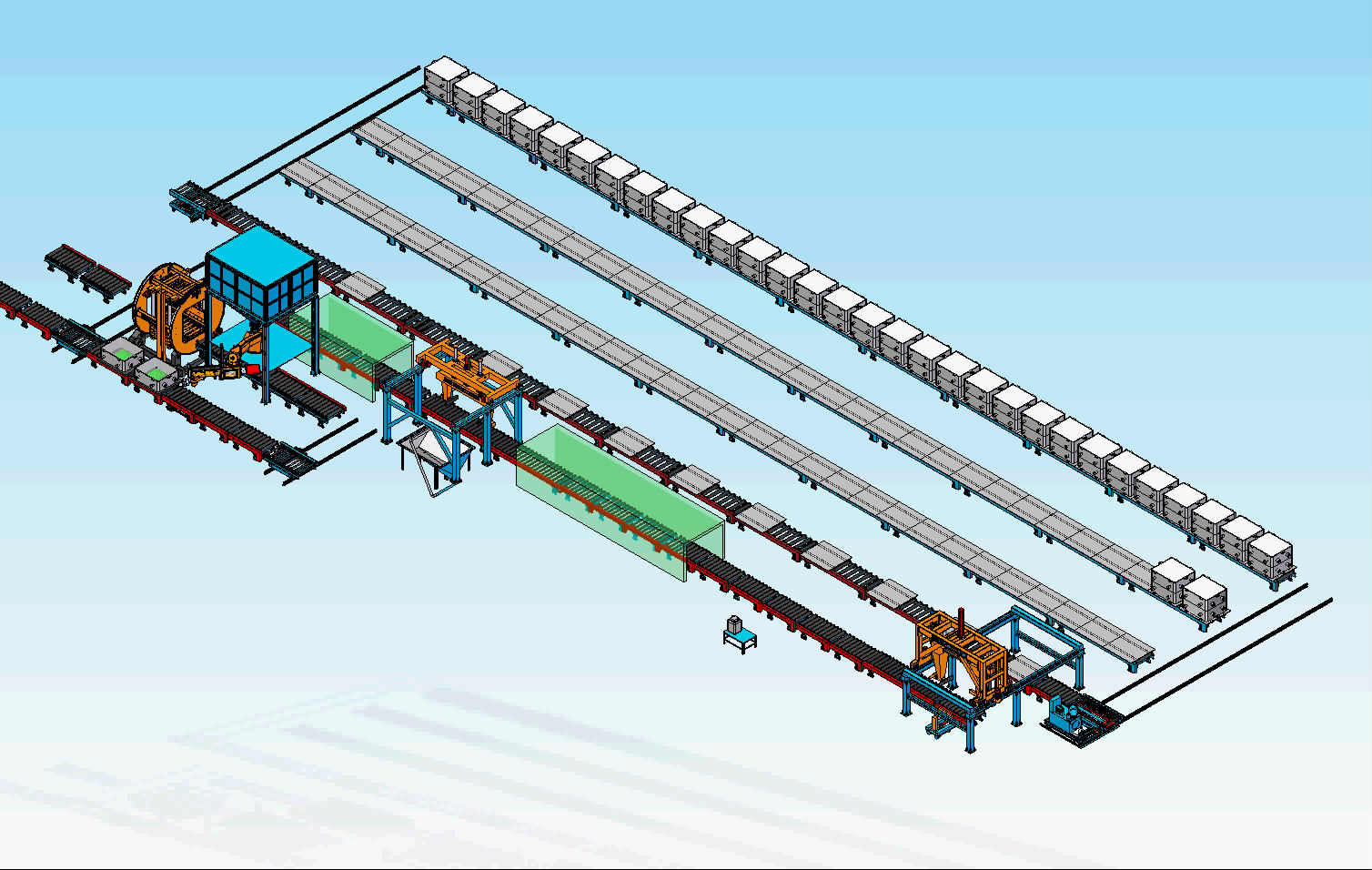
1、标准工艺流程:
准备工位(3)-加砂振实工位(1)-硬化工位(6-10)-翻转起模工位(1)-修型工位(2)-翻转流涂工位(1)-点火工位(1)-表干炉表干工位(10)-下芯工位(3)-自动合箱工位(1)-浇注冷却线(60)
2、电气控制系统:
整条线的控制采用PLC自动化集中联动控制和现场手动结合的控制方式。除混砂机、震实台单独控制外,全部通过中央控制室集中控制。系统分为造型起模,流涂表干,合箱锁箱,浇注冷却等单元控制,各单元即可独立工作,又可系统联动。
主要设备如混砂机、震实台、起模机、流涂机、合箱机等就近设置现场专用电控柜(按钮站),并留出足够的通道和维修空间。
造型线的控制满足主机设备独立运行、系统自动化联锁运行、系统空运转等三种方式,以满足设备调试和不同的生产需要。

 鲁公网安备 37011302000381号
鲁公网安备 37011302000381号